公众号平台
输送机用减速器H3SH19-山东华成中德传动设备有限公司
输送机用减速器PHD9118R3-住友重机械(唐山)有限公司
矿用湿式除尘器KCS-120Y-山东金科星机电股份有限公司
矿用隔爆型电动球阀KFB-6/7-枣庄海纳科技有限公司
双速多用绞车JSDB-13-山东菏泽华昌机械科技有限公司
平衡用扁钢丝绳PD8×4×14-1570(145×24~188×31)mm(标准规格)-山东舒博特钢丝绳有限公司菏泽分公司
煤矿用交联聚乙烯绝缘聚氯乙烯护套电力电缆MYJV-0.6/1 (1.5~300)mm2-沈阳天恒线缆有限公司
带式输送机DTL80/20/40S-重庆南桐机械制造有限责任公司
刮板输送机SGB620/40T-山西阳煤广瑞达机械制造有限公司
矿用封孔器FKZW-133/2.0-西山煤电(集团)有限责任公司万隆通用产业分公司
带式输送机DSJ65/20/40-山西汾西矿业(集团)有限责任公司设备修造厂
平板车MPC50-9-兖矿东华重工有限公司煤机装备制造分公司
DGS24 127L(A)矿用隔爆型LED巷道灯厂家直销
DGS24 127L(A)矿用隔爆型LED巷道灯
隔爆兼本安型交流软起动器
液压支架护帮板 液压支架结构件 一级护帮板 二级护帮板
护帮板
真空交流接触器 矿用真空交流接触器
接触器
液压支架单向锁 液压支架阀 单向锁 兴隆支架阀
单向锁
矿用三棱钻杆φ73mm三棱瓦斯抽放钻杆 73钻杆 三角钻杆
三棱钻杆
联系我时,请说是在找煤机网看到的,有更多优惠
YZ铸造碳化钨气焊条,铸造碳化钨合金焊条
YD硬质合金焊条
用途:YD型焊条主要用于栈焊石油、矿山、采煤、地质、建筑等工业中一些严重磨损或兼有切削的工件。如:铣鞋、磨鞋、扶正器、扩孔器、钻杆接头、水力割刀、刨煤机刨刀、取芯钻头、打桩钻头、螺旋钻头等。YD型硬质合金栈焊焊条YD型硬质合金复合材料栈焊焊条(简称YD型焊条),是由粒状烧结硬质合金与有弹性的胎体合金混合制成。外涂一层特殊熔剂并着色,以标识颗粒等级大小。烧结硬质合金颗粒主要为含钴碳化钨,其硬度为HRA89-91;胎体金属为“镍铜”合金,抗拉强度690MPa,硬度:HB 160。YD型焊条需要与一种打底焊条(YDD)和专用熔剂(YDR)配合使用。均有我厂按比例配套供应。YD-D打底焊条是一种外皮涂有特殊熔剂的气焊焊条,用量应为YD焊条重量的15%。
YD-R是一种复合物制造的熔剂,用量应为YD焊条重量的2%。栈焊工艺:YD型焊条是采用氧 火焰进行栈焊,使用的气焊焊咀应比普通气焊碳钢所用的焊咀大。火焰应调成中性或稍偏碳化焰。中性焰焰心的尖端位置应严格控制,不能接触到硬质合金颗粒和工件表面,以免过烧,也就是比普通气焊时焊咀提的要高,这一点是影响栈焊层耐磨寿命的关键,切勿忽视。栈焊时应尽量采用平焊位置,其它位置栈焊时应采用适当的胎具。工作场地必须通风良好,以免有害健康。规格:YD型焊条根据硬质合金颗粒大小,分为:以下八个等级供货:
牌号
公称尺寸(mm)
颗粒等级尺寸(mm)
颜色
备注
YD-9.5
9.5
9.5-6.5
深绿
YD-8
8
8-6.5
深兰
YD-6.5
6.5
6.5-5
红
YD-5
5
5-3
黄
YD-3
3
3-2
粉红
YD-10目
10目
10-18目
浅绿
YD-18目
18目
18-30目
浅兰
YD-30目
30目
30-50目
浅黄
YD型硬质合金栈焊焊条的栈焊工艺该焊条采用氧乙炔栈焊。操作工艺如下:(1)清理工件,使被焊工件表面露出金属光泽。(2)取平焊位置进行栈焊,为此可使用适当的胎具为控制栈焊层厚度,可利用限厚块。(3)用中性焰预热,焰心勿接触工件表面,距离以25mm为宜。(4)当工件加热到适当温度时,即可在待栈焊表面涂一层专用焊剂,如熔剂预热得合适,熔剂就会起泡沸腾,此时工件表面的氧化物将被熔剂清除,再继续加热至溶剂布满被栈焊的表面并呈透明液体状态时,表明可开始栈焊打底焊层。(5)栈焊打底焊层,采用中性焰,用打底焊条尖端不断搅动熔剂,并随之熔化,焊咀不断运行,其运行速度恰好与打底焊条的焊速度相等.要确保熔剂保持在工件表面上。当打底过程结束时,栈焊表面应形成一薄层平滑的打底合金,其厚度约lmm左右为宜。如预热温度不足时,熔融的打底层金属不能流平,并在工件表砸上形成小球或凸起。(6)栈焊硬质合金焊层。在打底合金层上面,用YD型焊条栈焊,使用中性焰(可稍偏碳化焰)焊咀均匀平稳的在工件表面上移动,火焰对着合金焊条加热(注意不可使焰心尖端接触合金颗粒),使焊条中胎体合金熔化,随之硬质合金颗粒也一同落下。在熔化的胎体金属凝固之前,要把颗粒安排好,可用左手拿着的合金焊条拔弄,或另一人手持一根打底焊条或石墨棒作拔棍,在一傍迅速拨弄颗粒,使之排列均匀整齐。栈焊层厚度按设计要求控制。(7)工件栈焊完后,放在不通风的地方,缓慢冷却,不可急冷,有条件可用石棉毡盖上。(8)工件冷却到室温后,如果有需要,可把栈焊面磨到要求尺寸和形状。(9)清理工件,去除所有飞溅,熔渣等。栈焊操作方法正确,栈焊层质量满意的标志是:待冷却后,栈焊层表面呈发亮的金黄色,栈焊层胎体合金与基体金属结合良好,合金颗粒排列紧密,且均匀、牢固的焊嵌在胎体金属里。过热或过烧的标志是:冷却后胎体金属发红,合金颗粒露出黑色表面,其后果是合金颗粒的工作性能受损,影响使用寿命。加热不足的标志是:冷却后,呈无光泽的银灰色,胎体合金与基体金属结合不良,栈焊后的工具运转时整个栈焊层有脱落的危险。
汉龙双兴牌YD狼牙棒耐磨焊条
(2)取平焊位置进行栈焊,为此可使用适当的胎具为控制栈焊层厚度,可利用限厚块。(3)用中性焰预热,焰心勿接触工件表面,距离以25mm为宜。(4)当工件加热到适当温度时,即可在待栈焊表面涂一层专用焊剂,如熔剂预热得合适,熔剂就会起泡沸腾,此时工件表面的氧化物将被熔剂清除,再继续加热至溶剂布满被栈焊的表面并呈透明液体状态时,表明可开始栈焊打底焊层。(5)栈焊打底焊层,采用中性焰,用打底焊条尖端不断搅动熔剂,并随之熔化,焊咀不断运行,其运行速度恰好与打底焊条的焊速度相等.要确保熔剂保持在工件表面上。当打底过程结束时,栈焊表面应形成一薄层平滑的打底合金,其厚度约lmm左右为宜。如预热温度不足时,熔融的打底层金属不能流平,并在工件表砸上形成小球或凸起。(6)栈焊硬质合金焊层。在打底合金层上面,用YD型焊条栈焊,使用中性焰(可稍偏碳化焰)焊咀均匀平稳的在工件表面上移动,火焰对着合金焊条加热(注意不可使焰心尖端接触合金颗粒),使焊条中胎体合金熔化,随之硬质合金颗粒也一同落下。在熔化的胎体金属凝固之前,要把颗粒安排好,可用左手拿着的合金焊条拔弄,或另一人手持一根打底焊条或石墨棒作拔棍,在一傍迅速拨弄颗粒,使之排列均匀整齐。栈焊层厚度按设计要求控制。(7)工件栈焊完后,放在不通风的地方,缓慢冷却,不可急冷,有条件可用石棉毡盖上。(8)工件冷却到室温后,如果有需要,可把栈焊面磨到要求尺寸和形状。(9)清理工件,去除所有飞溅,熔渣等。
3Cr17Ni7Mo2N/318
抗硫不锈钢3Cr17Ni7Mo2N圆钢318圆棒可定制
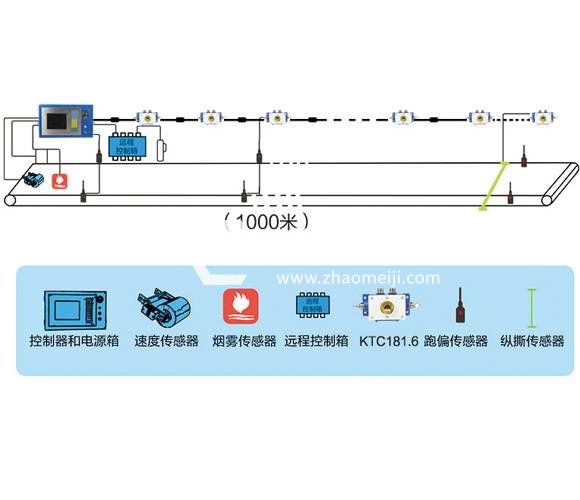
皮带机无人值守
煤矿皮带机带式输送机远程集中控制无人值守
ZL20EFB(A)轮胎式防爆装载机
供应ZL20EFB(A)轮胎式防爆装载机 煤安认证 国三排放
德国DEMAG刚性磨削类气动主轴
德国DEMAG刚性磨削类气动主轴EST 1000ZG
X2CrNiMoV13-5-2
X2CrNiMoV13-5-2圆棒1.4415圆棒
Inconel 725/UNS N07725耐腐蚀合金
Inconel725圆钢,UNS N07725国内什么牌号
30CD4
30CD4圆钢30CD4圆钢多少钱
X100CrMoV5-1
模具钢X100CrMoV5-1圆钢X100CrMoV5-1板材可切割加工
2Cr11NiMoNbVN
汽轮机叶片钢2Cr11NiMoNbVN圆棒/圆钢
X7CrNiTi18-10/1.4940不锈钢
X7CrNiTi18-10圆棒1.4940圆棒




















YZ铸造碳化钨气焊条,铸造碳化钨合金焊条汉龙双兴
YZ铸造碳化钨气焊条,铸造碳化钨合金焊条
YD硬质合金焊条
用途:YD型焊条主要用于栈焊石油、矿山、采煤、地质、建筑等工业中一些严重磨损或兼有切削的工件。如:铣鞋、磨鞋、扶正器、扩孔器、钻杆接头、水力割刀、刨煤机刨刀、取芯钻头、打桩钻头、螺旋钻头等。
YD型硬质合金栈焊焊条
YD型硬质合金复合材料栈焊焊条(简称YD型焊条),是由粒状烧结硬质合金与有弹性的胎体合金混合制成。外涂一层特殊熔剂并着色,以标识颗粒等级大小。烧结硬质合金颗粒主要为含钴碳化钨,其硬度为HRA89-91;胎体金属为“镍铜”合金,抗拉强度690MPa,硬度:HB 160。
YD型焊条需要与一种打底焊条(YDD)和专用熔剂(YDR)配合使用。均有我厂按比例配套供应。
YD-D打底焊条是一种外皮涂有特殊熔剂的气焊焊条,用量应为YD焊条重量的15%。
YD-R是一种复合物制造的熔剂,用量应为YD焊条重量的2%。栈焊工艺:YD型焊条是采用氧 火焰进行栈焊,使用的气焊焊咀应比普通气焊碳钢所用的焊咀大。火焰应调成中性或稍偏碳化焰。中性焰焰心的尖端位置应严格控制,不能接触到硬质合金颗粒和工件表面,以免过烧,也就是比普通气焊时焊咀提的要高,这一点是影响栈焊层耐磨寿命的关键,切勿忽视。
栈焊时应尽量采用平焊位置,其它位置栈焊时应采用适当的胎具。
工作场地必须通风良好,以免有害健康。
规格:YD型焊条根据硬质合金颗粒大小,分为:以下八个等级供货:
牌号
公称尺寸(mm)
颗粒等级尺寸(mm)
颜色
备注
YD-9.5
9.5
9.5-6.5
深绿
YD-8
8
8-6.5
深兰
YD-6.5
6.5
6.5-5
红
YD-5
5
5-3
黄
YD-3
3
3-2
粉红
YD-10目
10目
10-18目
浅绿
YD-18目
18目
18-30目
浅兰
YD-30目
30目
30-50目
浅黄
YD型硬质合金栈焊焊条的栈焊工艺
该焊条采用氧乙炔栈焊。操作工艺如下:
(1)清理工件,使被焊工件表面露出金属光泽。
(2)取平焊位置进行栈焊,为此可使用适当的胎具为控制栈焊层厚度,可利用限厚块。
(3)用中性焰预热,焰心勿接触工件表面,距离以25mm为宜。
(4)当工件加热到适当温度时,即可在待栈焊表面涂一层专用焊剂,如熔剂预热得合适,熔剂就会起泡沸腾,此时工件表面的氧化物将被熔剂清除,再继续加热至溶剂布满被栈焊的表面并呈透明液体状态时,表明可开始栈焊打底焊层。
(5)栈焊打底焊层,采用中性焰,用打底焊条尖端不断搅动熔剂,并随之熔化,焊咀不断运行,其运行速度恰好与打底焊条的焊速度相等.要确保熔剂保持在工件表面上。当打底过程结束时,栈焊表面应形成一薄层平滑的打底合金,其厚度约lmm左右为宜。如预热温度不足时,熔融的打底层金属不能流平,并在工件表砸上形成小球或凸起。
(6)栈焊硬质合金焊层。在打底合金层上面,用YD型焊条栈焊,使用中性焰(可稍偏碳化焰)焊咀均匀平稳的在工件表面上移动,火焰对着合金焊条加热(注意不可使焰心尖端接触合金颗粒),使焊条中胎体合金熔化,随之硬质合金颗粒也一同落下。在熔化的胎体金属凝固之前,要把颗粒安排好,可用左手拿着的合金焊条拔弄,或另一人手持一根打底焊条或石墨棒作拔棍,在一傍迅速拨弄颗粒,使之排列均匀整齐。栈焊层厚度按设计要求控制。
(7)工件栈焊完后,放在不通风的地方,缓慢冷却,不可急冷,有条件可用石棉毡盖上。
(8)工件冷却到室温后,如果有需要,可把栈焊面磨到要求尺寸和形状。
(9)清理工件,去除所有飞溅,熔渣等。
栈焊操作方法正确,栈焊层质量满意的标志是:待冷却后,栈焊层表面呈发亮的金黄色,栈焊层胎体合金与基体金属结合良好,合金颗粒排列紧密,且均匀、牢固的焊嵌在胎体金属里。
过热或过烧的标志是:冷却后胎体金属发红,合金颗粒露出黑色表面,其后果是合金颗粒的工作性能受损,影响使用寿命。
加热不足的标志是:冷却后,呈无光泽的银灰色,胎体合金与基体金属结合不良,栈焊后的工具运转时整个栈焊层有脱落的危险。
汉龙双兴牌YD狼牙棒耐磨焊条
(2)取平焊位置进行栈焊,为此可使用适当的胎具为控制栈焊层厚度,可利用限厚块。
(3)用中性焰预热,焰心勿接触工件表面,距离以25mm为宜。
(4)当工件加热到适当温度时,即可在待栈焊表面涂一层专用焊剂,如熔剂预热得合适,熔剂就会起泡沸腾,此时工件表面的氧化物将被熔剂清除,再继续加热至溶剂布满被栈焊的表面并呈透明液体状态时,表明可开始栈焊打底焊层。
(5)栈焊打底焊层,采用中性焰,用打底焊条尖端不断搅动熔剂,并随之熔化,焊咀不断运行,其运行速度恰好与打底焊条的焊速度相等.要确保熔剂保持在工件表面上。当打底过程结束时,栈焊表面应形成一薄层平滑的打底合金,其厚度约lmm左右为宜。如预热温度不足时,熔融的打底层金属不能流平,并在工件表砸上形成小球或凸起。
(6)栈焊硬质合金焊层。在打底合金层上面,用YD型焊条栈焊,使用中性焰(可稍偏碳化焰)焊咀均匀平稳的在工件表面上移动,火焰对着合金焊条加热(注意不可使焰心尖端接触合金颗粒),使焊条中胎体合金熔化,随之硬质合金颗粒也一同落下。在熔化的胎体金属凝固之前,要把颗粒安排好,可用左手拿着的合金焊条拔弄,或另一人手持一根打底焊条或石墨棒作拔棍,在一傍迅速拨弄颗粒,使之排列均匀整齐。栈焊层厚度按设计要求控制。
(7)工件栈焊完后,放在不通风的地方,缓慢冷却,不可急冷,有条件可用石棉毡盖上。
(8)工件冷却到室温后,如果有需要,可把栈焊面磨到要求尺寸和形状。
(9)清理工件,去除所有飞溅,熔渣等。