公众号平台
高压隔爆型三相异步电动机YB2-3555-2、4、6 (6000)-上海电气集团上海电机厂有限公司
煤矿用聚氯乙烯绝缘聚氯乙烯护套编织屏蔽控制软电缆MKVVRP-450/750(4~48)×(1.5~2.5)mm2-无锡市明珠电缆有限公司
矿用本安型无线通信终端KTD12(A)-湖北沙鸥通信股份有限公司
刮板输送机SGB764/160-山东矿机集团股份有限公司
平板车MPC10-9-山东中链矿山机械有限公司
带式输送机DTL180/350/4×2000S-中煤科工集团上海有限公司奉贤分公司
非金属托辊Φ133-邹城市海兴工贸有限公司
煤矿用橡胶面整芯阻燃输送带1000S-河南首瑞科技有限公司
带式输送机DTL120/120/4×450S-山东能源重装集团巨力装备有限公司
防爆特殊型电源装置DXT120/440-湘潭赛虎电池有限责任公司
矿用光纤盘纤盒FHG6-浙江正安防爆电气有限公司
掩护式过渡液压支架ZYG3200/09/20-巨隆液压设备(集团)有限公司
行星减速器 采煤机行星减速器
行星减速器
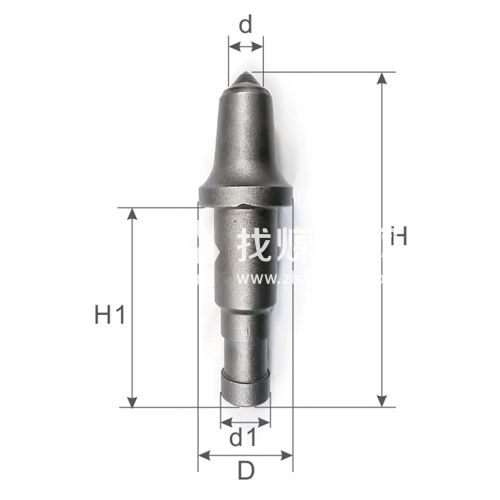
采煤机截齿 FLKU4722R系列矿用进口镐型截齿
采煤机截齿
DGS24 127(B)矿用隔爆型LED巷道灯厂家直销
DGS24 127(B)矿用隔爆型LED巷道灯
DGS20矿用隔爆型LED巷道灯厂家直销
DGS20矿用隔爆型LED巷道灯
高精过滤器 液压支架A类阀 兴隆高精过滤器
高精过滤器
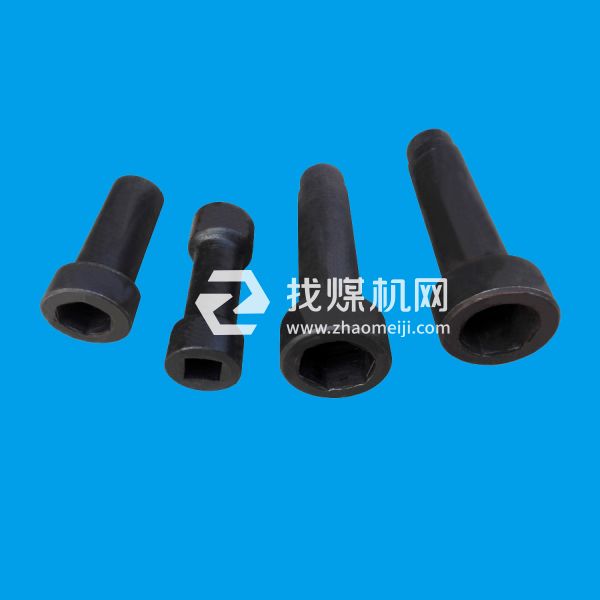
厂家直销矿用 加长套筒/矿用扳手套筒/重型加长套头/矿用锚杆扭矩扳手套筒
加长套筒/矿用扳手套筒/重型加长套头/矿用锚杆扭矩扳手套筒
联系我时,请说是在找煤机网看到的,有更多优惠
耐磨堆焊焊丝YD258
盾构机刀具刀盘强化修复堆焊焊丝
产品介绍:盾构机是地铁功臣,为了确保正常工作必须按时堆焊修复,每次出井后都要查看磨损情况,我司专供盾构修复用堆焊焊丝,为国家建设贡献一份力量.专业耐磨解决方案20000年9月我公司委托德国焊接研究院开发生产的vt-tbm盾构机刀具刀盘强化修复堆焊焊丝,目前在国内应用广泛,为国家节约资金3千多万元.vt-tbm焊丝具备较高硬度以抵御高应力的磨粒 磨损,又有足够的韧性来吸收砂卵石的冲击。
TBM-600耐磨药芯焊丝 TBM-601耐磨药芯焊丝TBM-602耐磨药芯焊丝规格:Ф1.2mm Ф1.6mm,15Kg/盘硬度:5659HRC(焊态), 5862HRC(冲击后)主要成分(wt.):C0.10.3;Cr610;Ni13,Mo<1;Mn:13;Si<1应用:地铁盾构施工刀具刃口堆焊。我公司开发了YD-tbm系列盾构机专用修复焊丝,本产品针对盾构机工作环境复杂恶劣研发的盾构刀具刃口堆焊药芯焊丝,堆
焊金属有良好的强、韧组合,同时具有良好的耐磨性,可应用于有冲击载荷情况下的高应力磨粒磨损。目前,应用本产品制备的国产地铁盾构刀具,在北京地铁盾构施工中(地质
条件相同)一次掘进 780m ,为传统国际品牌焊材的 23 倍。同时,该产品也可用于煤炭、矿石装载机料斗和刃口堆焊修复。
特点:(1)yd-tbm气保护药芯焊丝施焊条件简单,对刀体无需进行焊前预热和焊后热处理,焊接过程中电弧稳定、极少飞溅、无气孔、无裂纹,焊接过程稳定连续,具有良好的焊接工艺
性能。(2)堆焊层硬度为HRC5659,经0.5J5J冲击功进行数千次冲击后无裂纹,硬度可达HRC58HRC62;堆焊层经过3.5Kg和7.5Kg铅球1m高度自由落体冲击5次以上均即可表现出冲击强化现象,硬度达到HRC56HRC62。
VT-TBM-61耐磨药芯焊丝标准标识: 药芯焊丝符合:DIN8555 - MF 10 - 65 - G
材料标准: 马氏体堆焊合金
主要成分: 典型添加材料分析(按DIN 32525-2)[]:C<1; Cr 6-10; Mn 1-1.5; Ni <1 ; Mo<1 ;V 0.5
焊材特性: VT-TBM-61具有较高的抗磨损性能。由于能分离出细微的、非常硬的碳化铬,使含初始碳化物的堆焊材料极抗磨损,具有较强的抗冲击能力。
推荐应用: 极其适用对于承受高度颗粒磨损和一般冲击的部件做硬面处理。例如:盾构机刀盘、渣浆泵、鄂式破破机、水泥生料锤头修复等磨损。应用温度范围不能超过350。
供应规格: 药芯焊丝:直径:1.2 mm 包装:15kg/盘
工艺注意事项:A:堆焊耐磨层厚度5mm时,需要先堆焊厚度2-3mm,整个工件堆焊后,再在已有堆焊层上堆焊厚度2-3mm。B:如若基材为锰含量高时,可以选择用普通结构焊丝或焊条堆焊厚度为1-2mm,然后再在这个焊接层上采用vt-tbm-61堆焊。
YD989耐磨药芯焊丝
详细说明:自保护堆焊耐磨药芯焊丝为抗低应力磨料磨损用耐磨堆焊药芯焊丝,具有焊接工艺性能优良,焊缝成形美观,焊接飞溅较小的特点。焊接时不需要使用气体或焊剂保护,从而简化了焊接工艺,节省了焊接辅料费用。 堆焊层金属为高铬钼合金,堆焊时会出现细裂纹,是释放应力的结果,不影响在低冲击工矿条件下的正常使用。
HB-YD989耐磨药芯焊丝
焊丝配方独特,熔敷率高,无飞溅。成型好,焊缝质量优异。采用先进的明弧焊接技术,焊前无需预热,焊后无需热处理,工艺简单。修复成本能降低。被广泛应用于电力、水泥、钢铁、矿山、石油、化工、铁路、阀门、制糖、船舶等行业。
KN-65为耐磨板药芯焊丝
耐磨板堆焊焊丝介绍: KN-65为耐磨板堆焊焊丝,具有焊接工艺性能优良,焊缝成形美观,焊接飞溅较小的特点。焊接时不需要使用气体或焊剂保护,从而简化了焊接工艺,节省了焊接辅料费用。 堆焊层金属为高铬钼合金,堆焊时会出现细裂纹,是释放应力的结果,不影响在低冲击工矿条件下的正常使用。
特点及主要用途: 用于磨煤辊、磨盘的修复和再制造,以及输送带、料斗、挖掘机、铲齿、筑路机、采石场设备、混料机和鼓风机叶片等堆焊。
堆焊层硬度: HRC:5963
KN-945-O耐磨药芯焊丝高铬铸铁型药芯焊丝碳和合金元素的含量高,耐冲击性较差,但具有优良的耐磨粒磨损性能,还有一定的抗氧化性及耐轻微的腐蚀性。焊层具有横向裂纹是释放内应力和防止大面积剥落需要的。焊丝焊接性能优良,电弧稳定、焊道成型美观、应力释放均匀,使用寿命延长。高碳高铬铸铁合金耐磨焊丝
我公司根据客户需要,专业研发生产各种高碳高铬铸铁合金耐磨焊丝,取代进口焊丝.单层堆焊厚度2-4mm,焊道宽 8-12mm,工艺简单,使用方便, 特别适用于小工件、耐磨件的焊接,用于各类耐磨冲击的表面堆焊,焊接效率是堆焊焊条的3-5倍。
类型:高碳高铬铸铁合金耐磨焊丝
碳含量:3.0-6.0
;铬含量:13-33牌号直径HRC特点及主要用途KN688(Q)1.650-60用于立磨打底焊(韧性好,可以多层焊)KN788(Q)1.658-65硬度高,可以多层堆焊KN888(Q)1.660-65硬度高,对焊层厚度不超过6mmKN888Ni(Q)1.258-65高铬合金焊丝,用于耐磨表面堆焊KN988(Q)1.655-63高铬合金焊丝,用于耐磨表面堆焊KN990(Q)1.655-65用于850度高温耐磨堆焊。KN95(Q)1.655-63高铬合金焊丝,用于耐磨表面堆焊KN58(Q)1.655-60850度高温耐磨焊丝,用于化推焦机磨靴的堆焊。 KN55硬面明弧焊丝多层堆焊焊丝产 品 说 明我公司根据耐磨复合板的焊接特点,自行研制开发的耐磨复合板专用明弧药芯焊丝,焊接后不用清渣,焊接飞溅小,焊后板面平整美观,焊接效率高,焊丝过渡系数0.9以上.规格:2.8mm/3.2mm 包装:200kg/桶 15公斤/盘材质:高碳高铬合金 硬度:HRC 55-60 牌号CMnSiCrFeHRCKN553.0-5.00.50-2.500.50-2.5025.0-30.0Bal.55-60 KN-DG7耐磨药芯焊丝产 品 说 明地铁盾构施工刀具刃口堆焊。本产品针对北京市地质条件(含沙砾 50 左右)研发的盾构刀具刃口堆焊药芯焊丝,堆焊金属有良好的强、韧组合,同时具有良好的耐磨性,可应用于有冲击载荷情况下的高应力磨粒磨损。目前,应用本产品制备的国产地铁盾构刀具,在北京地铁五号线试验段复线盾构施工中(地质条件相同)一次掘进 420m ,为进口刀具 23 倍。同时,该产品也可用于煤炭、矿石装载机料斗和刃口堆焊修复。规格:Ф1.6mm,15Kg/盘硬度:5255HRC(焊态), 5860HRC(冲击后)主要成分(wt.):C0.10.3;Cr610;Ni13,Mo<1;Mn:13;Si<1HRC (台式硬度计)52-60特点及主要用途地铁盾构施工刀具刃口堆焊专用,也可用于煤碳石装载机料斗和刃口堆焊修复。 轧辊修复专用耐磨药芯焊丝产 品 说 明公司拥有3条耐磨焊丝生产线。凭借雄厚的研发实力, 耐磨焊丝以优良的品质,优越的耐磨性能,在耐磨行业树立了良好的口碑。轧辊堆焊焊丝 规格:2.4/3.2mm/4.0mm 包装:50kg/盘用途:轧辊、热轧开坯辊、连铸辊堆焊 轧辊堆焊焊丝牌号CMnSiCrMoWVSPNiHRC特点及主要用途KN2240.25-0.351.0-2.00.50-1.05.50-7.500.80-1.501.0-2.00.5-1.00.0100.01845-55用于热轧开坯辊堆焊KN224B0.25-0.551.0-2.00.50-1.05.50-7.500.80-1.501.0-2.00.5-1.00.0100.01553-60用于热轧开坯辊堆焊 KN414N0.05-0.150.5-2.50.3-1.511.5-14.50.5-1.52.0-4.040-50埋弧焊丝用于连铸辊堆焊 KN414N-O0.05-0.150.5-2.50.3-1.511.5-14.50.5-1.52.0-4.040-50自保护焊丝用于连铸辊堆焊 硬质合金耐磨焊丝可用于抗腐蚀及抗磨粒磨损保护概述 本碳化钨焊丝,焊道具有的切割性能;对于砂子、石砾、矿石、泥土等的磨损,具有的抗磨损性能及抗冲击性能,常用于修复石油钻具、工程机械、螺旋推进器(绞龙)叶片、排风机叶轮、搅拌机叶片、泥浆泵、煤矿溜槽等的堆焊,粉碎机叶片、矿业机械、煤矿钻杆、榨糖蔗刀等。此焊条是由硬质合金颗粒分散于合金基体中制造而成的。碳化物具有极低裂纹倾向;合金基体中的碳化物有很的范围;技术参数 机械性能 硬质相硬度hrc………………80工作温度…………360耐磨性,可用于合金钢及非合金钢。可用于钻头、耐磨板、铺管机、裁边齿等等。使用工艺 预处理 确保熔敷区域无油污、氧化物及其他污损。 工艺采用氧火焰(稍微偏氧化焰)。首先使用纯基体端的焊条进行镀锡处理。加热镀锡面积至熔点,然后使用火焰直接加热焊条直至药皮融化,合金开始熔敷。旋转焊条确保碳化物分布均匀。避免火焰中心接触焊条及工件而避免过热。焊道具有很多锐边,并且熔敷层较厚。
牌号
直径
HRC
特点及主要用途
KN688(Q)
1.6
50-60
用于立磨打底焊(韧性好,可以多层焊)
KN788(Q)
58-65
硬度高,可以多层堆焊
KN888(Q)
60-65
硬度高,对焊层厚度不超过6mm
KN888Ni(Q)
1.2
高铬合金焊丝,用于耐磨表面堆焊
KN988(Q)
55-63
KN990(Q)
55-65
用于850度高温耐磨堆焊。
KN95(Q)
KN58(Q)
55-60
850度高温耐磨焊丝,用于化推焦机磨靴的堆焊。
KN55硬面明弧焊丝
多层堆焊焊丝产 品 说 明我公司根据耐磨复合板的焊接特点,自行研制开发的耐磨复合板专用明弧药芯焊丝,焊接后不用清渣,焊接飞溅小,焊后板面平整美观,焊接效率高,焊丝过渡系数0.9以上.
规格:2.8mm/3.2mm 包装:200kg/桶 15公斤/盘
材质:高碳高铬合金 硬度:HRC 55-60
C
Mn
Si
Cr
Fe
KN55
3.0-5.0
0.50-2.50
25.0-30.0
Bal.
KN-DG7耐磨药芯焊丝
产 品 说 明地铁盾构施工刀具刃口堆焊。本产品针对北京市地质条件(含沙砾 50 左右)研发的盾构刀具刃口堆焊药芯焊丝,堆焊金属有良好的强、韧组合,同时具有良好的耐磨性,可应用于有冲击载荷情况下的高应力磨粒磨损。目前,应用本产品制备的国产地铁盾构刀具,在北京地铁五号线试验段复线盾构施工中(地质条件相同)一次掘进 420m ,为进口刀具 23 倍。同时,该产品也可用于煤炭、矿石装载机料斗和刃口堆焊修复。
规格:Ф1.6mm,15Kg/盘
硬度:5255HRC(焊态), 5860HRC(冲击后)
主要成分(wt.):C0.10.3;Cr610;Ni13,Mo<1;Mn:13;Si<1
HRC (台式硬度计)52-60
特点及主要用途地铁盾构施工刀具刃口堆焊专用,
也可用于煤碳石装载机料斗和刃口堆焊修复。
轧辊修复专用耐磨药芯焊丝
产 品 说 明公司拥有3条耐磨焊丝生产线。凭借雄厚的研发实力, 耐磨焊丝以优良的品质,优越的耐磨性能,在耐磨行业树立了良好的口碑。
轧辊堆焊焊丝 规格:2.4/3.2mm/4.0mm 包装:50kg/盘
用途:轧辊、热轧开坯辊、连铸辊堆焊 轧辊堆焊焊丝
Mo
W
V
S
P
Ni
KN224
0.25-0.35
1.0-2.0
0.50-1.0
5.50-7.50
0.80-1.50
0.5-1.0
0.010
0.018
45-55
用于热轧开坯辊堆焊
KN224B
0.25-0.55
0.015
53-60
KN414N
0.05-0.15
0.5-2.5
0.3-1.5
11.5-14.5
0.5-1.5
2.0-4.0
40-50
埋弧焊丝用于连铸辊堆焊
KN414N-O
自保护焊丝用于连铸辊堆焊
硬质合金耐磨焊丝
可用于抗腐蚀及抗磨粒磨损保护
概述 本碳化钨焊丝,焊道具有的切割性能;对于砂子、石砾、矿石、泥土等的磨损,具有的抗磨损性能及抗冲击性能,常用于修复石油钻具、工程机械、螺旋推进器(绞龙)叶片、排风机叶轮、搅拌机叶片、泥浆泵、煤矿溜槽等的堆焊,粉碎机叶片、矿业机械、煤矿钻杆、榨糖蔗刀等。此焊条是由硬质合金颗粒分散于合金基体中制造而成的。碳化物具有极低裂纹倾向;合金基体中的碳化物有很的范围;
技术参数 机械性能 硬质相硬度hrc………………80工作温度…………360耐磨性,可用于合金钢及非合金钢。可用于钻头、耐磨板、铺管机、裁边齿等等。
使用工艺 预处理 确保熔敷区域无油污、氧化物及其他污损。 工艺采用氧火焰(稍微偏氧化焰)。首先使用纯基体端的焊条进行镀锡处理。加热镀锡面积至熔点,然后使用火焰直接加热焊条直至药皮融化,合金开始熔敷。旋转焊条确保碳化物分布均匀。避免火焰中心接触焊条及工件而避免过热。焊道具有很多锐边,并且熔敷层较厚。
耐高温压缩空气滤芯 锂电精密除水 除油滤芯
WYT-15型乳化液浓度计
厂家供应高品质矿用 乳化液浓度计
矿用高强度圆环链条
刮板机
矿用隔爆型洒水降尘控制器
控制器、除尘、降尘、喷雾
ED推动器 国龙-电力液压推动器 ED25/4
00Cr22Ni27Mo7CuN
不锈钢00Cr22Ni27Mo7CuN圆钢UNS S31277圆棒
防爆空调柜机10匹
宇晶峰防爆空调柜机10匹
底卸物料箱
单轨吊辅助运输底卸物料箱
KJ32四层缠绕高压胶管接头
高压胶管接头
矿用隔爆兼本安型直流稳压电源
义德隆KDW127/12矿用隔爆兼本安型直流稳压电源






















耐磨堆焊焊丝YD258
盾构机刀具刀盘强化修复堆焊焊丝
产品介绍:盾构机是地铁功臣,为了确保正常工作必须按时堆焊修复,每次出井后都要查看磨损情况,我司专供盾构修复用堆焊焊丝,为国家建设贡献一份力量.专业耐磨解决方案
20000年9月我公司委托德国焊接研究院开发生产的vt-tbm盾构机刀具刀盘强化修复堆焊焊丝,目前在国内应用广泛,为国家节约资金3千多万元.vt-tbm焊丝具备较高硬度以抵御高应力的磨粒 磨损,又有足够的韧性来吸收砂卵石的冲击。
TBM-600耐磨药芯焊丝 TBM-601耐磨药芯焊丝TBM-602耐磨药芯焊丝
规格:Ф1.2mm Ф1.6mm,15Kg/盘
硬度:56
59HRC(焊态), 58
62HRC(冲击后)
主要成分(wt.):C0.1
0.3;Cr6
10;Ni1
3,Mo<1;Mn:1
3;Si<1
应用:地铁盾构施工刀具刃口堆焊。我公司开发了YD-tbm系列盾构机专用修复焊丝,本产品针对盾构机工作环境复杂恶劣研发的盾构刀具刃口堆焊药芯焊丝,堆
焊金属有良好的强、韧组合,同时具有良好的耐磨性,可应用于有冲击载荷情况下的高应力磨粒磨损。目前,应用本产品制备的国产地铁盾构刀具,在北京地铁盾构施工中(地质
条件相同)一次掘进 780m ,为传统国际品牌焊材的 2
3 倍。同时,该产品也可用于煤炭、矿石装载机料斗和刃口堆焊修复。
特点:
(1)yd-tbm气保护药芯焊丝施焊条件简单,对刀体无需进行焊前预热和焊后热处理,焊接过程中电弧稳定、极少飞溅、无气孔、无裂纹,焊接过程稳定连续,具有良好的焊接工艺
性能。
(2)堆焊层硬度为HRC56
59,经0.5J
5J冲击功进行数千次冲击后无裂纹,硬度可达HRC58
HRC62;堆焊层经过3.5Kg和7.5Kg铅球1m高度自由落体冲击5次以上均即可表现出冲击强化现象,硬度达到HRC56
HRC62。
VT-TBM-61耐磨药芯焊丝
标准标识: 药芯焊丝符合:DIN8555 - MF 10 - 65 - G
材料标准: 马氏体堆焊合金
主要成分: 典型添加材料分析(按DIN 32525-2)[]:C<1; Cr 6-10; Mn 1-1.5; Ni <1 ; Mo<1 ;V 0.5
焊材特性: VT-TBM-61具有较高的抗磨损性能。由于能分离出细微的、非常硬的碳化铬,使含初始碳化物的堆焊材料极抗磨损,具有较强的抗冲击能力。
推荐应用: 极其适用对于承受高度颗粒磨损和一般冲击的部件做硬面处理。例如:盾构机刀盘、渣浆泵、鄂式破破机、水泥生料锤头修复等磨损。应用温度范围不能超过350。
供应规格: 药芯焊丝:直径:1.2 mm 包装:15kg/盘
工艺注意事项:
A:堆焊耐磨层厚度5mm时,需要先堆焊厚度2-3mm,整个工件堆焊后,再在已有堆焊层上堆焊厚度2-3mm。
B:如若基材为锰含量高时,可以选择用普通结构焊丝或焊条堆焊厚度为1-2mm,然后再在这个焊接层上采用vt-tbm-61堆焊。
YD989耐磨药芯焊丝
详细说明:自保护堆焊耐磨药芯焊丝为抗低应力磨料磨损用耐磨堆焊药芯焊丝,具有焊接工艺性能优良,焊缝成形美观,焊接飞溅较小的特点。焊接时不需要使用气体或焊剂保护,从而简化了焊接工艺,节省了焊接辅料费用。 堆焊层金属为高铬钼合金,堆焊时会出现细裂纹,是释放应力的结果,不影响在低冲击工矿条件下的正常使用。
HB-YD989耐磨药芯焊丝
焊丝配方独特,熔敷率高,无飞溅。成型好,焊缝质量优异。采用先进的明弧焊接技术,焊前无需预热,焊后无需热处理,工艺简单。修复成本能降低。被广泛应用于电力、水泥、钢铁、矿山、石油、化工、铁路、阀门、制糖、船舶等行业。
KN-65为耐磨板药芯焊丝
耐磨板堆焊焊丝介绍: KN-65为耐磨板堆焊焊丝,具有焊接工艺性能优良,焊缝成形美观,焊接飞溅较小的特点。焊接时不需要使用气体或焊剂保护,从而简化了焊接工艺,节省了焊接辅料费用。 堆焊层金属为高铬钼合金,堆焊时会出现细裂纹,是释放应力的结果,不影响在低冲击工矿条件下的正常使用。
特点及主要用途: 用于磨煤辊、磨盘的修复和再制造,以及输送带、料斗、挖掘机、铲齿、筑路机、采石场设备、混料机和鼓风机叶片等堆焊。
堆焊层硬度: HRC:59
63
KN-945-O耐磨药芯焊丝
高铬铸铁型药芯焊丝碳和合金元素的含量高,耐冲击性较差,但具有优良的耐磨粒磨损性能,还有一定的抗氧化性及耐轻微的腐蚀性。焊层具有横向裂纹是释放内应力和防止大面积剥落需要的。焊丝焊接性能优良,电弧稳定、焊道成型美观、应力释放均匀,使用寿命延长。高碳高铬铸铁合金耐磨焊丝
我公司根据客户需要,专业研发生产各种高碳高铬铸铁合金耐磨焊丝,取代进口焊丝.单层堆焊厚度2-4mm,焊道宽 8-12mm,工艺简单,使用方便, 特别适用于小工件、耐磨件的焊接,用于各类耐磨冲击的表面堆焊,焊接效率是堆焊焊条的3-5倍。
类型:高碳高铬铸铁合金耐磨焊丝
碳含量:3.0-6.0
;铬含量:13-33


牌号
直径
HRC
特点及主要用途
KN688(Q)
1.6
50-60
用于立磨打底焊(韧性好,可以多层焊)
KN788(Q)
1.6
58-65
硬度高,可以多层堆焊
KN888(Q)
1.6
60-65
硬度高,对焊层厚度不超过6mm
KN888Ni(Q)
1.2
58-65
高铬合金焊丝,用于耐磨表面堆焊
KN988(Q)
1.6
55-63
高铬合金焊丝,用于耐磨表面堆焊
KN990(Q)
1.6
55-65
用于850度高温耐磨堆焊。
KN95(Q)
1.6
55-63
高铬合金焊丝,用于耐磨表面堆焊
KN58(Q)
1.6
55-60
850度高温耐磨焊丝,用于化推焦机磨靴的堆焊。
KN55硬面明弧焊丝
多层堆焊焊丝产 品 说 明我公司根据耐磨复合板的焊接特点,自行研制开发的耐磨复合板专用明弧药芯焊丝,焊接后不用清渣,焊接飞溅小,焊后板面平整美观,焊接效率高,焊丝过渡系数0.9以上.
规格:2.8mm/3.2mm 包装:200kg/桶 15公斤/盘
材质:高碳高铬合金 硬度:HRC 55-60
牌号
C
Mn
Si
Cr
Fe
HRC
KN55
3.0-5.0
0.50-2.50
0.50-2.50
25.0-30.0
Bal.
55-60
KN-DG7耐磨药芯焊丝
产 品 说 明地铁盾构施工刀具刃口堆焊。本产品针对北京市地质条件(含沙砾 50 左右)研发的盾构刀具刃口堆焊药芯焊丝,堆焊金属有良好的强、韧组合,同时具有良好的耐磨性,可应用于有冲击载荷情况下的高应力磨粒磨损。目前,应用本产品制备的国产地铁盾构刀具,在北京地铁五号线试验段复线盾构施工中(地质条件相同)一次掘进 420m ,为进口刀具 2
3 倍。同时,该产品也可用于煤炭、矿石装载机料斗和刃口堆焊修复。
规格:Ф1.6mm,15Kg/盘
硬度:52
55HRC(焊态), 58
60HRC(冲击后)
主要成分(wt.):C0.1
0.3;Cr6
10;Ni1
3,Mo<1;Mn:1
3;Si<1
HRC (台式硬度计)52-60
特点及主要用途地铁盾构施工刀具刃口堆焊专用,
也可用于煤碳石装载机料斗和刃口堆焊修复。
轧辊修复专用耐磨药芯焊丝
产 品 说 明公司拥有3条耐磨焊丝生产线。凭借雄厚的研发实力, 耐磨焊丝以优良的品质,优越的耐磨性能,在耐磨行业树立了良好的口碑。
轧辊堆焊焊丝 规格:2.4/3.2mm/4.0mm 包装:50kg/盘
用途:轧辊、热轧开坯辊、连铸辊堆焊 轧辊堆焊焊丝
牌号
C
Mn
Si
Cr
Mo
W
V
S
P
Ni
HRC
特点及主要用途
KN224
0.25-0.35
1.0-2.0
0.50-1.0
5.50-7.50
0.80-1.50
1.0-2.0
0.5-1.0
0.010
0.018
45-55
用于热轧开坯辊堆焊
KN224B
0.25-0.55
1.0-2.0
0.50-1.0
5.50-7.50
0.80-1.50
1.0-2.0
0.5-1.0
0.010
0.015
53-60
用于热轧开坯辊堆焊
KN414N
0.05-0.15
0.5-2.5
0.3-1.5
11.5-14.5
0.5-1.5
2.0-4.0
40-50
埋弧焊丝用于连铸辊堆焊
KN414N-O
0.05-0.15
0.5-2.5
0.3-1.5
11.5-14.5
0.5-1.5
2.0-4.0
40-50
自保护焊丝用于连铸辊堆焊
硬质合金耐磨焊丝
可用于抗腐蚀及抗磨粒磨损保护
概述 本碳化钨焊丝,焊道具有的切割性能;对于砂子、石砾、矿石、泥土等的磨损,具有的抗磨损性能及抗冲击性能,常用于修复石油钻具、工程机械、螺旋推进器(绞龙)叶片、排风机叶轮、搅拌机叶片、泥浆泵、煤矿溜槽等的堆焊,粉碎机叶片、矿业机械、煤矿钻杆、榨糖蔗刀等。
此焊条是由硬质合金颗粒分散于合金基体中制造而成的。
碳化物具有极低裂纹倾向;
合金基体中的碳化物有很的范围;
技术参数 机械性能 硬质相硬度hrc………………80工作温度
…………
360耐磨性,可用于合金钢及非合金钢。可用于钻头、耐磨板、铺管机、裁边齿等等。
使用工艺 预处理 确保熔敷区域无油污、氧化物及其他污损。 工艺
采用氧火焰(稍微偏氧化焰)。首先使用纯基体端的焊条进行镀锡处理。加热镀锡面积至熔点,然后使用火焰直接加热焊条直至药皮融化,合金开始熔敷。
旋转焊条确保碳化物分布均匀。避免火焰中心接触焊条及工件而避免过热。
焊道具有很多锐边,并且熔敷层较厚。